
In using calculating models to ascertain curing times and bulk temperatures, possible potential to reduce cure times may be estimated. This enables manufacturers working with elastomers to systematically optimise their processes as well as to improve tools and injection die concepts.
Leoben, Austria, 3rd of December 2014: The cure time as a main part of the total process of rubber injection moulding is a key factor with significant potential for optimisation. Within the framework of the research project “Cure Time Reduction” at the Montanuniversitaet Leoben, Austria, influencing factors for the injection and heating process were systematically investigated and optimisation strategies were derived.

The understanding of flow and thermodynamic processes during the injection phase was considerably improved as part of the experimental investigations. A new calculation programme for the estimation of bulk temperature attained in the injection process, as well as the cure time reduction (cure time calculator) are of practical significance since they can be systematically deployed by manufacturers processing elastomers for optimisation purposes.
Project leader Dr. Leonhard Perko created an empirically verified programme to calculate increases in temperature of rubber compounds during the injection moulding process. An additional model enables users to estimate potential cure time reduction even before process optimisation has been carried out. A software assisted cure time reduction ensuring complete cross-linking enables significantly shorter cycles, minimising energy requirements.
Additionally, the potential for increasing bulk temperature by means of superposed shear and extensional heating in a conical die was practically recorded and predicted using the programme. Furthermore, compression heating in rubber compounds was scientifically investigated for the first time within the framework of this project.
Calculation model for superposed shear and extensional heating in conical dies

The basis for observations of shear and extensional heating in conical dies are the analytical models developed by Cogswell and Binding. For practical verification, the flow field in the inlet area of the die was investigated experimentally. The investigations showed that die angles of >45° resulted in “dead areas” with almost no material flow.
The bulk temperature measurements downstream of each conical die were used to verify the calculation model.
Figure 1 shows the measured temperature increase as a function of the die angle for differing injection speeds (continuous lines). The intermittent lines show values derived using the new Perko calculation model.
Figure 1: Melt temperature as a function of die angle: comparison of measured and calculated values (NBR test compound)
The maximum temperature increase achieved was 70 °C. An interdependency of the bulk temperature and die angle was witnessed in a range of 20° to 45°C. A further increase in die angle had no additional effect.
Investigation of cure time reduction by means of conical dies
The combined shear and extensional heating in conical dies could be described by means of a new calculation model, as already mentioned. Using an experimental mould,
(Figure 2) injection moulding experiments were carried out under different process conditions. The parts produced were tested as follows: a) hardness, b) compression set and c) tensile test. Above all, the compression set in the middle of the injection moulded parts proved to be a good indicator for the critical cross-linking of parts.
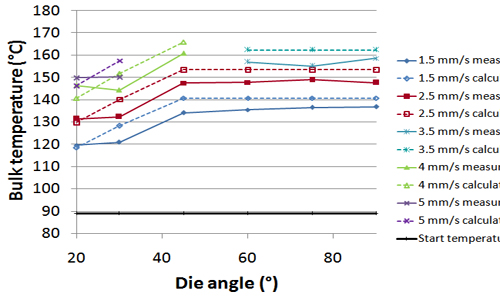
Figure 2: Experimental mould for the investigation of shear and extensional heating for cure time reduction purposes
The practical experiments showed that the injection work is the main influencing factor on the temperature increase of the rubber compound also having a major influence on the curing time. Further optimisation of the conical die geometries resulted in no additional technological improvements.
Cure time reduction by means of compression heating
In addition, the potential of compression heating in rubber compounds for the reduction of heating times was investigated. The measured values for the compression heating induced by pressure increase of 1,800 bars were 10 °C. The systematic deployment of a compression phase in the cycle however did not lead to any noticeable improvements in part quality or cure time reduction. Conclusion: compression heating is not suitable for cure time reduction. The reasons are the relatively small temperature increase attained (approx. 10 °C at 1,800 bar pressure increase) and the fact that the vast majority of the generated heat is lost through the cooler walls of the injection unit.
Calculation programme to estimate cure time reduction (cure time calculator)
Investigations of the calculated potential for cure time reduction depending on the thickness of the moulded part were carried out. The experiments showed that the heating time of moulded parts with a thickness of less than 4 mm could hardly be reduced at all. The potential grows with rising mould temperature TW and increasing part thickness. Project leader Dr. Leonard Perko: “The cure time calculator is a new programme that can be used for valid estimates of the possible cure time reduction. Manufacturers of elastomer parts can now systematically optimise their processes as well as mould and die concepts”. The cure time calculator has been made available to rubber processing companies by the project partners.
Contact
Montanuniversitaet Leoben
Institute of Injection Moulding of Polymers
Otto-Gloeckel-Strasse 2 A-8700 Leoben
Austria
Tel.: +43 3842 402-2901
Email: [email protected]
Internet: www.kunststofftechnik.at







{kind=link}