
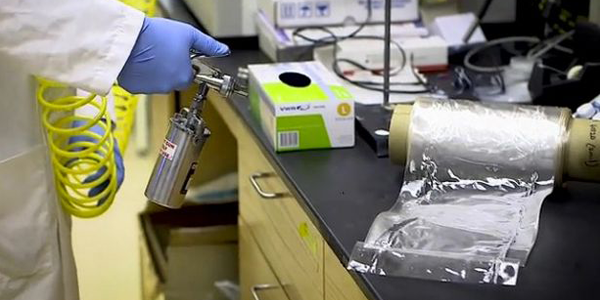
Fligiht repairs are performed using a multi-step welding process utilizing plasma transferred arc welding with a complete quality control system.Root and Radius repairs, as required, are made with compatible base metals or hardsurfacings for value added protections against future damage.Full leangth coatings offer additional protectioin to extruders processing fiberglass or talc reinforced resins.
When to Replace an Extrusion Barrel
As barrels wear the clearance between the screw flight and barrel wall increases, especially in the high pressure areas of the barrel. Buying a new screw for an worn barrel does not solve the clearance problem. It may make it better, but it is not a fix for a worn barrel. Since barrels only wear in the high pressure areas or where fusion of the polymer takes place, measuring the end of the barrel ID does not tell the whole story of wear.A bore gage should be used to measure wear all along the barrel. Keep in mind that the screw wear has to be taken in to account with Barrel wear to determine the total clearance.
Repairing Extrusion Barrels
In the injection molding markets it is common to “re-sleeve” the high pressure end of the barrel. The last 20″ or so of the barrel is re-sleeved. The screw is reciprocating back and forth. Why don’t we recommend lining barrels in extrusion?The barrels are longer. Example: 3.5″ x 24:1 L/D is approximately 80” long, not including the feed throat. In extrusion, unlike injection molding, the screw only turns one direction. When several sleeves (sleeves 12-15″ long) are heat shrunk in the barrel. They do not match up evenly. To hone or grind out the inside diameter of the barrel would take hours and hours to perform, resulting in high cost. The hone will follow the highs and lows of the barrel and not yield a straight bore. All the time, the hone is wearing or reducing the thickness of the bimetallic liner that has been inserted.
Some customers in blown film applications, have been led to believe they can get at least another 6 months to 1 year out of the barrel. WRONG!
The sleeves can shrink and spin.The sleeves can weld to the screw flights if too tight. (caused by high and lows of honing barrel)They can have poor heat transfer from heater bands, due to different metals and space between OD of barrel tube and ID of new sleeves.
Injection Molding Screw Barrel repairing:
The economics are more favorable for repairing injection molding barrels, particularly since repair often involves relining only a short portion of the entire barrel. Typically this “short sleeve” is installed at the discharge or stroke end of the barrel near the check ring, an area that is especially subject to wear and resulting leakage. Such leakage makes it difficult to control shot size. As a rule of thumb, when the wear in an injection barrel reaches 0.020 in., it is time to repair or replace the barrel. For critical molding applications, the cutoff point may be as low as 0.003 in. In, by contrast, the level of wear can range up to 0.250 in. for very select applications.
Resource: https://www.screwbarrel.co.in/screw-barrel-repairing-in-india.html




{kind=link}